







Hybrid electroplated diamond tool 【Processing example】
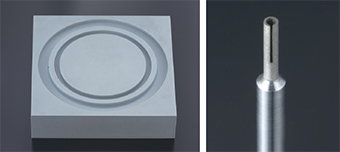
Processing example①: Processing arc grooves of Silicon carbide
Processing arc grooves of 10mm in width 6mm in depth
●Processing conditions
| Tool | IZW φ10.0 #200 |
| Machine | Machining center |
| Cutting oil | Water-soluble cutting oil |
| External coolant | |
| Peripheral speed | 200m/min |
| Cut depth | 0.025mm/Lap |
| Feed | 500mm/min |
●Tool life
| Expected processing length (per 10mm in effective length) |
500m |
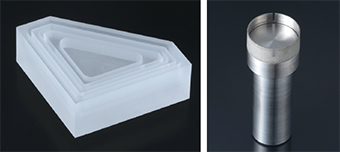
Processing example②: Processing arc grooves of Zirconia

Processing arc grooves of 5mm in width 8mm in depth
●Processing conditions
| Tool | IZW φ5.0 #200 |
| Machine | Machining center |
| Cutting oil | Water-soluble cutting oil |
| External coolant | |
| Peripheral speed | 200m/min |
| Cut depth | 0.05mm/Lap |
| Feed | 500mm/min |
●Tool life
| Expected processing length (per 10mm in effective length) |
6000m |
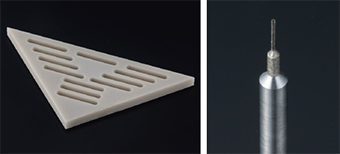
Processing example③: Processing arc grooves of Silicon Nitride
Processing arc grooves of 10mm in width with 4mm in depth
●Processing conditions
| Tool | IZW φ10.0 #100 |
| Machine | Machining center |
| Cutting oil | Water-soluble cutting oil |
| External coolant | |
| Peripheral speed | 125m/min |
| Cut depth | 0.01mm/Lap |
| Feed | 500mm/min |
●Tool life
| Expected processing length (per 10mm in effective length) |
2000m |
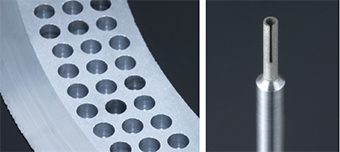
Processing example④: Processing blind holes of Alumina

Processing blind holes of 20mm in diameter with 40mm in depth
●Processing conditions
| Tool | IZW φ11.0 #200 |
| Machine | Machining center |
| Cutting oil | Water-soluble cutting oil |
| External coolant | |
| Peripheral speed | 200m/min |
| Cut depth | 0.1mm/Lap |
| Feed | 500mm/min |
●Tool life
| Expected processing number of holes (per 10mm in effective length) |
200Ho |
Processing example⑤: Processing blind grooves of Quarts
Processing blind grooves of 3.5mm in width 15mm in depth
●Processing conditions
| Tool | IZW φ3.5 #200 |
| Machine | Machining center |
| Cutting oil | Water-soluble cutting oil |
| External coolant | |
| Peripheral speed | 75m/min |
| Cut depth | 0.05mm/Lap |
| Feed | 500mm/min |
●Tool life
| Expected processing length (per 10mm in effective length) |
30000m |
Processing example⑥: Processing blind grooves of Aluminum Nitride
Processing blind grooves of 3mm in width 5mm in depth
●Processing conditions
| Tool | IZW φ3.0 #200 |
| Machine | Machining center |
| Cutting oil | Water-soluble cutting oil |
| External coolant | |
| Peripheral speed | 75m/min |
| Cut depth | 0.02mm/Lap |
| Feed | 2000mm/min |
●Tool life
| Expected processing length (per 10mm in effective length) |
5000m |
Processing example⑦: Processing blind holes of Silicon
Processing blind holes of 6mm in diameter with 6mm in depth
●Processing conditions
| Tool | IZW φ3.0 #400 |
| Machine | Machining center |
| Cutting oil | Water-soluble cutting oil |
| External coolant | |
| Peripheral speed | 130m/min |
| Cut depth | 0.2mm/Lap |
| Feed | 300mm/min |
●Tool life
| Expected processing number of holes (per 10mm in effective length) |
10000Ho |