







ハイブリッド電着 【加工事例】
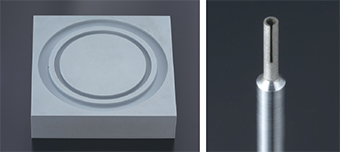
<加工事例①>炭化珪素(SiC)の円弧溝加工
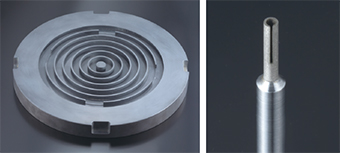
幅10mm深さ6mmの円弧溝加工
●加工条件
| 使用工具 | IZW φ10.0 #200 |
| 使用機械 | マシニングセンタ |
| 切削油 | 水溶性切削油 |
| 外部給油 | |
| 周 速 | 200m/min |
| 切り込み | 0.025mm/Lap |
| 送り速度 | 500mm/min |
●工具寿命
| 加工可能距離(有効長10mm換算) | 約500m |
<加工事例②>ジルコニア(ZrO2)の円弧溝加工

幅5mm深さ8mmの円弧溝加工
●加工条件
| 使用工具 | IZW φ5.0 #200 |
| 使用機械 | マシニングセンタ |
| 切削油 | 水溶性切削油 |
| 外部給油 | |
| 周 速 | 200m/min |
| 切り込み | 0.05mm/Lap |
| 送り速度 | 500mm/min |
●工具寿命
| 加工可能距離(有効長10mm換算) | 約6000m |
<加工事例③>チッカ珪素(Si3N4)の円弧溝加工
幅10mm深さ4mmの円弧溝加工
●加工条件
| 使用工具 | IZW φ10.0 #100 |
| 使用機械 | マシニングセンタ |
| 切削油 | 水溶性切削油 |
| 外部給油 | |
| 周 速 | 125m/min |
| 切り込み | 0.01mm/Lap |
| 送り速度 | 500mm/min |
●工具寿命
| 加工可能距離(有効長10mm換算) | 約2000m |
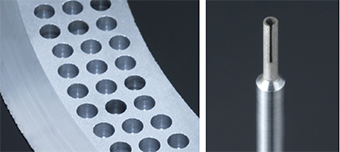
<加工事例④>アルミナ(Al2O3)の穴あけ加工

φ20mm深さ40mmの穴あけ加工
●加工条件
| 使用工具 | IZW φ11.0 #200 |
| 使用機械 | マシニングセンタ |
| 切削油 | 水溶性切削油 |
| 外部給油 | |
| 周 速 | 200m/min |
| 切り込み | 0.1mm/Lap |
| 送り速度 | 500mm/min |
●工具寿命
| 加工可能穴数(有効長10mm換算) | 約200穴 |
<加工事例⑤>石英(SiO2)の止まり溝加工
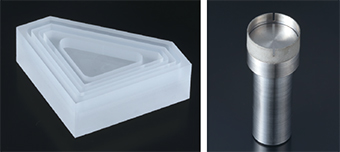
幅3.5mm深さ15mmの止まり溝加工
●加工条件
| 使用工具 | IZW φ3.5 #200 |
| 使用機械 | マシニングセンタ |
| 切削油 | 水溶性切削油 |
| 外部給油 | |
| 周 速 | 75m/min |
| 切り込み | 0.05mm/Lap |
| 送り速度 | 500mm/min |
●工具寿命
| 加工可能距離(有効長10mm換算) | 約30000m |
<加工事例⑥>チッカアルミ(AlN)の止まり溝加工
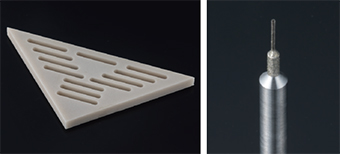
幅3mm深さ5mmの止まり溝加工
●加工条件
| 使用工具 | IZW φ3.0 #200 |
| 使用機械 | マシニングセンタ |
| 切削油 | 水溶性切削油 |
| 外部給油 | |
| 周 速 | 75m/min |
| 切り込み | 0.02mm/Lap |
| 送り速度 | 2000mm/min |
●工具寿命
| 加工可能距離(有効長10mm換算) | 約5000m |
<加工事例⑦>シリコン(Si)の穴あけ加工
φ6mm深さ6mmの穴あけ加工
●加工条件
| 使用工具 | IZW φ3.0 #400 |
| 使用機械 | マシニングセンタ |
| 切削油 | 水溶性切削油 |
| 外部給油 | |
| 周 速 | 130m/min |
| 切り込み | 0.2mm/Lap |
| 送り速度 | 300mm/min |
●工具寿命
| 加工可能穴数(有効長10mm換算) | 約10000穴 |