







電着工具の特徴
電着工具とは
母材上にダイヤモンド(CBN)粒子を単層に電気メッキで固定した工具です。
高能率
切れ味が良くセラミックスや超硬合金、焼入れした鉄系金属などの難削材を高能率・高精度に加工できます。
<加工事例>

マシニングセンタによるセラミックスの加工
総形加工
複雑な形状の工具が製作できるので、工具の形状をそのままワークに転写する加工が可能です。
<加工事例>
再電着
母材が再利用できるので環境にやさしく経済的です。

再電着前

再電着後
砥種と被削材について
●ダイヤモンド
物質中で最も硬く、超硬合金・セラミックス等の難削材の加工に適しています。
| ヌープ硬度 [kg/l] |
耐熱温度 [℃] |
長 所 | 短 所 | 被削材 |
|---|---|---|---|---|
| 8000 | 800 | 非常に硬いので超硬合金・セラミックス等の難削材の加工に向いています。 | 熱に弱いので乾式での使用はできません。炭素が化学反応を起こすため、鉄系金属の加工には不向きです。 | 超硬合金 セラミックス/サーメット 石材・ガラス MMC/CMC シリコン 磁石/カーボン |
●CBN(立方晶窒化ホウ素)
ダイヤモンドに次ぐ硬さを有し、鉄系金属の加工に適しています。
| ヌープ硬度 [kg/l] |
耐熱温度 [℃] |
長 所 | 短 所 | 被削材 |
|---|---|---|---|---|
| 4500 | 1400 | 熱に強いので乾式・湿式の両方で使用できます。
成分中に炭素を含まないので、鉄系金属の加工に適しています。 |
ダイヤに比べ硬度が落ちるので、超硬合金・セラミックス等の難削材の加工には不向きです。 | 鉄系金属 SKH SKD SKS SUS 等 |
アイゼンはここが違う

短納期
一貫生産システムにより画期的な短納期を実現しました(最短納期7時間)

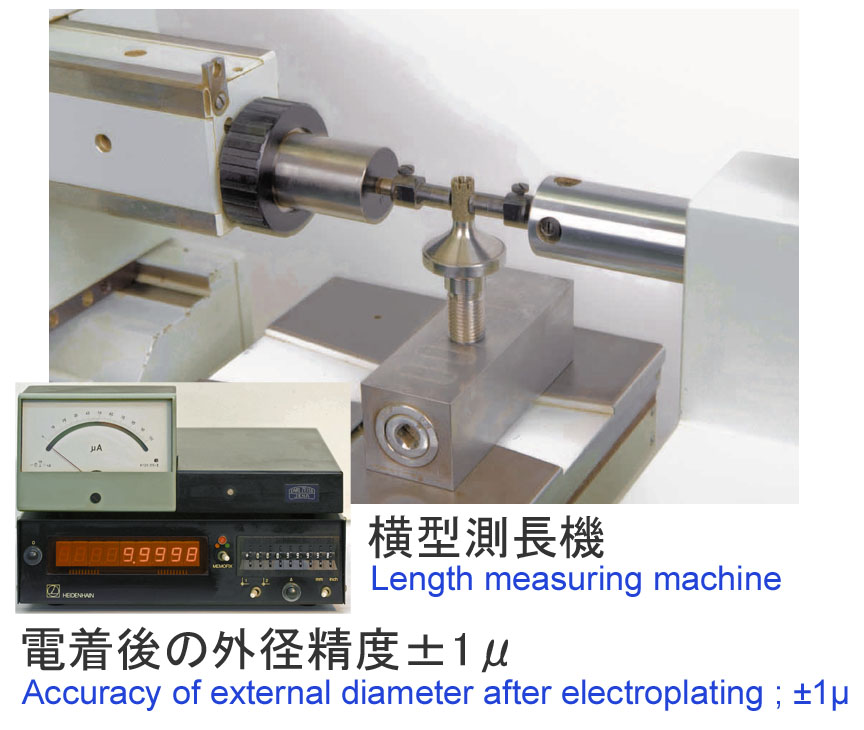
高精度
ゲージメーカの精密研削技術が工具にも生かされています。
●インターナルの品質は母材の精度で決まります。
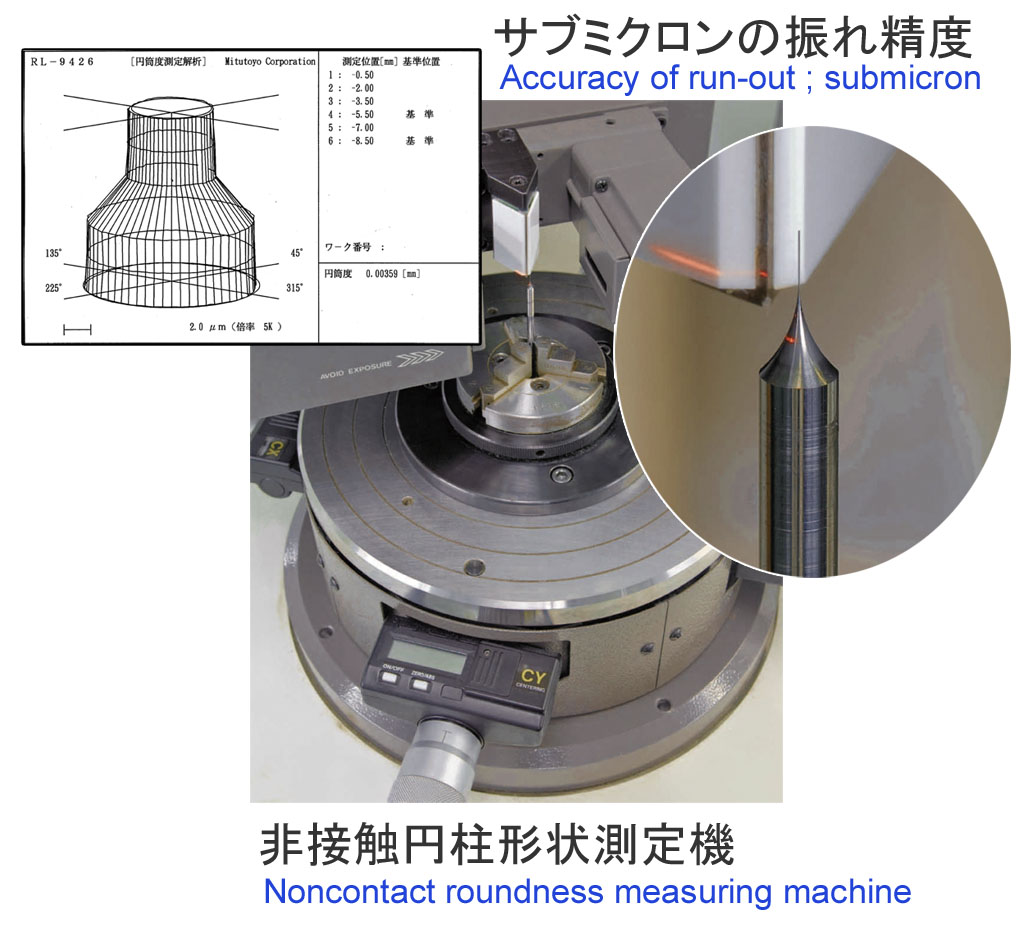
●ミクロン代の加工を可能にします。

豊富なバリエーション
お客さまの加工条件やワーク材種に最適な仕様をご提案いたします。
ダイヤモンド、CBN各々長寿命砥粒、高能率砥粒を選択できます。

集中度を40%~120%まで20%単位で指定できます。(基準として当社では標準品を100%としています。)
Hv350~Hv750まで4種類の硬さのボンドを選択できます。
埋込率を40%~80%まで5%単位で指定できます。